Sijoittajan kuumasinkityslaitoksen kokonaiskustannukset jakautuvat kolmeen pääluokkaan. Nämä ovat pääomakustannukset, infrastruktuuri ja käyttökustannukset.kuumasinkityslaitteiden hintasisältää keskeiset osat. Näitä ovat sinkityskattila, esikäsittelysäiliöt ja materiaalinkäsittelyjärjestelmät. Infrastruktuurikustannukset kattavat maan, rakennuksen ja kunnallistekniikan asennuksen. Käyttökustannukset ovat jatkuvia kuluja raaka-aineista, energiasta ja työvoimasta.
Kuumasinkitysmarkkinoilla on vahvaa kasvupotentiaalia. Kasvua vauhdittavat infrastruktuuri-investoinnit ja korroosionkestävien materiaalien kysyntä. Markkinat esimerkiksi seuraaville tuotteille:putkien sinkityslinjatlaajenee.
| Metrinen | Arvo |
|---|---|
| Markkinoiden koko vuonna 2024 | 62,39 miljardia Yhdysvaltain dollaria |
| Markkinoiden koko vuonna 2032 | 92,59 miljardia Yhdysvaltain dollaria |
| Vuosina 2025–2032 mitattu vuotuinen kasvuvauhti | 6,15 % |
Keskeiset tiedot
- Asettaminengalvanointilaitosmaksaa rahaa laitteisiin, maahan ja rakennuksiin. Tärkeimpiä laitteita ovat sinkityskattila ja teräksen siirtokoneet.
- Sinkityslaitoksen pyörittämisellä on jatkuvia kustannuksia. Näitä ovat sinkin ostaminen, energian maksaminen ja työntekijöiden palkkaaminen.
- Sinkin hinta vaihtelee usein. Tämä muutos vaikuttaa siihen, kuinka paljon laitoksen päivittäinen käyttö maksaa.
Alkuinvestointi: Kuumasinkityslaitteiden ja -infrastruktuurin hinta
Alkuinvestointi on merkittävin taloudellinen este sinkityslaitoksen perustamisessa. Tämä vaihe sisältää kaikki alkuinvestoinnit laitteisiin, fyysisiin rakenteisiin ja asennukseen. Kokonaiskustannukset vaihtelevat suuresti laitoksen suunnitellun kapasiteetin, automaatiotason ja maantieteellisen sijainnin mukaan. Pienten erien peruslaitos voi alkaa noin 20 000 dollarista. Laajamittainen, jatkuvatoiminen käsittelylinja voi ylittää 5 000 000 dollaria.
Keskikokoisen tehtaan investointien erittelyn esimerkki havainnollistaa kustannusten jakautumista.
| Kategoria | Hinta (Indiana rupiaa) |
|---|---|
| Maa ja infrastruktuuri | 50–75 |
| Koneet ja laitteet | 120–200 |
| Sinkkivarasto | 15–30 |
| Työvoima ja apuohjelmat | 10–15 |
| Lisensointi ja vaatimustenmukaisuus | 5–10 |
| Kokonaisalkuinvestointi | 200–300 |
Sinkityskattila: Koko ja materiaali
Thegalvanointikattilaon toiminnan ydin ja ensisijainen kustannustekijä. Sen mitat – pituus, leveys ja syvyys – määräävät terästuotteiden enimmäiskoon, jota laitos voi käsitellä. Suurempi kattila sisältää enemmän sulaa sinkkiä, mikä vaatii enemmän energiaa lämmitykseen ja nostaa kuumasinkityslaitteiden kokonaishintaa. Kattilat valmistetaan tyypillisesti erityisestä vähähiilisestä ja vähäpiisestä teräksestä, joka kestää sulan sinkin aiheuttamaa korroosiota. Materiaalin laatu vaikuttaa suoraan kattilan käyttöikään ja vaihtotiheyteen.
Esikäsittelysäiliöt
Ennen sinkitystä teräksen on käytävä läpi useita puhdistusvaiheita. Tämä prosessi tapahtuu esikäsittelysäiliöissä. Näiden säiliöiden lukumäärä ja koko riippuvat halutusta läpivirtauksesta ja tulevan teräksen kunnosta. Tyypillinen esikäsittelylinja sisältää useita vaiheita:
- Rasvanpoisto:Poistaa öljyä, likaa ja rasvaa.
- Huuhtelu:Pesee pois rasvanpoistoaineet.
- Piittaaminen:Käyttää happoa (kuten suolahappoa) valssihilseen ja ruosteen poistamiseen.
- Huuhtelu:Pesee hapon pois.
- Fluksi:Levitä sinkkiammoniumkloridiliuosta uudelleenhapettumisen estämiseksi ennen kastamista.
Nämä säiliöt on usein valmistettu materiaaleista, kuten polypropeenista tai kuituvahvisteisesta muovista (FRP), kestämään syövyttäviä kemikaaleja.
Materiaalinkäsittelyjärjestelmät
Tehokas materiaalinkäsittely on ratkaisevan tärkeää tuottavuuden ja turvallisuuden kannalta. Nämä järjestelmät kuljettavat terästä prosessin jokaisessa vaiheessa. Valinta manuaalisen, puoliautomaattisen ja täysautomaattisen järjestelmän välillä vaikuttaa merkittävästi alkuinvestointiin.
| Järjestelmän tyyppi | Keskimääräinen hintaluokka (USD) |
|---|---|
| Puoliautomaattinen linja | 30 000–150 000 dollaria |
| Täysautomaattinen linja | 180 000–500 000 dollaria |
| Räätälöity avaimet käteen -tehdas | Yli 500 000 dollaria |
Huomautus:Manuaalinen käsittely on alkukustannuksiltaan alhaisempi, mutta johtaa usein korkeampiin pitkän aikavälin kuluihin. Nämä kulut johtuvat työpaikkatapaturmista, tuotevaurioista ja hitaammasta tuotannosta. Automatisoidut järjestelmät vaativat suuremman alkuinvestoinnin ja ammattitaitoisia käyttäjiä. Ne kuitenkin parantavat kustannustehokkuutta ajan myötä lisääntyneen tehokkuuden ja turvallisemman työympäristön ansiosta. Kuumasinkityslaitteiden hinta nousee automaation myötä, mutta niin nousee myös tehtaan pitkän aikavälin kannattavuus.
Lämmitys- ja savukaasujen käsittelyjärjestelmät
Sinkityskattila vaatii tehokkaan lämmitysjärjestelmän sinkin pitämiseksi sulana noin 450 °C:ssa. Suurinopeuksiset maakaasupolttimet ovat yleinen valinta. Yhtä tärkeä on savukaasujen käsittelyjärjestelmä. Sinkitysprosessissa syntyy vaarallisia höyryjä ja pölyä, jotka on kerättävä ja käsiteltävä ympäristömääräysten täyttämiseksi.
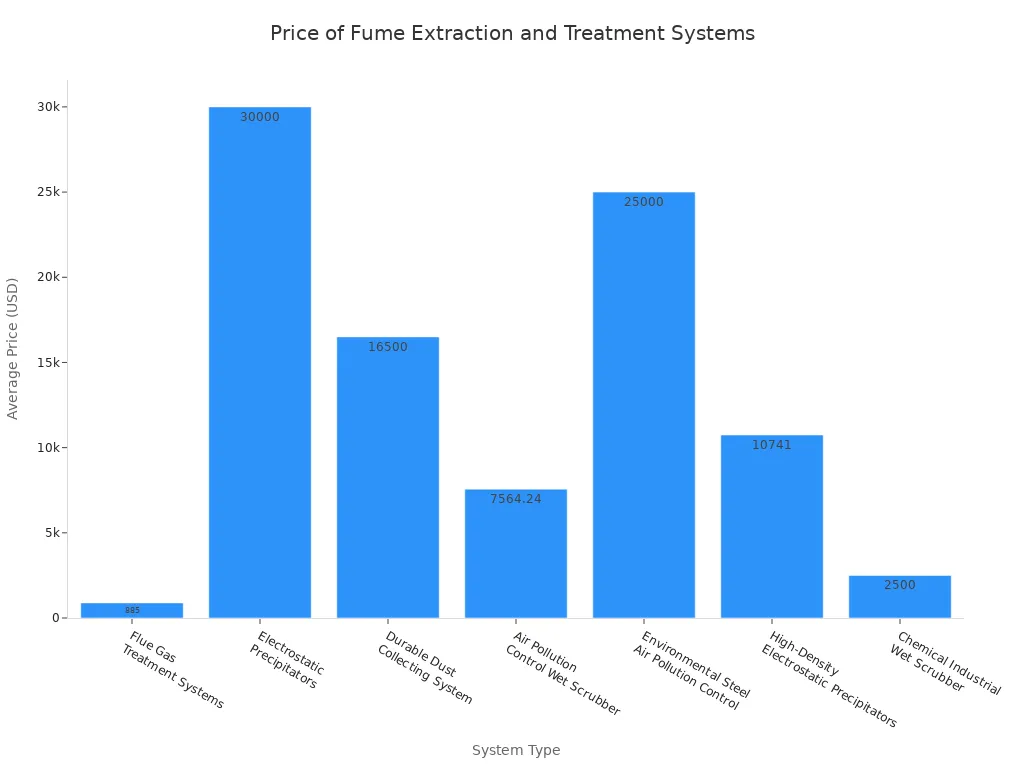
Ympäristönsuojeluviraston (EPA) tai Euroopan unionin (EU) standardien noudattaminen on ehdoton edellytys. Pohjois-Amerikassa 70 % valmistusyrityksistä priorisoi suodatusjärjestelmien päivittämistä ilmanlaatustandardien täyttämiseksi. Yritykset ovat valmiita maksamaan 10–15 %:n lisän järjestelmistä, jotka takaavat vaatimustenmukaisuuden ja tarjoavat erinomaisen suodatuksen. Tämä tekee pakokaasujen käsittelyjärjestelmästä kriittisen osan budjetista.
Maa ja rakennus
Maan ja rakentamisen kustannukset riippuvat suuresti tehtaan sijainnista. Sinkityslaitos vaatii merkittävän jalanjäljen koko tuotantolinjan sijoittamiseksi teräksen saapumisesta valmiiden tuotteiden varastointiin. Itse rakennuksella on erityisiä suunnitteluvaatimuksia. Siinä on oltava korkeat katot siltanostureiden käyttämiseksi ja vankat perustukset raskaiden laitteiden, kuten kattilan, tukemiseksi. Asianmukainen ilmanvaihtoinfrastruktuuri on myös välttämätöntä lämmön ja ilmanlaadun hallitsemiseksi koko laitoksessa. Näiden tekijöiden vuoksi teollisuusvyöhykkeellä oleva maa ja erikoisrakentaminen ovat merkittävä osa alkuinvestoinneista.
Apuohjelmat ja asennus
Sinkityslaitos on merkittävä energian kuluttaja, pääasiassa maakaasun ja sähkön. Suurten sähköyhteyksien asentaminen on huomattava kertaluonteinen kustannus. Maakaasulinjojen asennuskustannukset vaihtelevat useiden tekijöiden mukaan:
- Etäisyys pääkaasunjakelusta
- Kaivamisen ja asennuksen monimutkaisuus
- Käytetyn putkimateriaalin tyyppi (esim. teräs, HDPE)
Uuden kaasulinjan asennuskustannukset voivat vaihdella 16–33 dollarin välillä lineaarijalaa kohden. Kadulta laitokseen kulkeva uusi linja voi helposti ylittää 2 600 dollaria, ja monimutkaiset teollisuusprojektit maksavat paljon enemmän. Samoin moottoreiden, nostureiden ja ohjainten suuren kapasiteetin sähköliitännän rakentaminen vaatii koordinointia paikallisten sähköyhtiöiden kanssa ja voi olla monimutkainen ja kallis prosessi. Kaikkien koneiden asennus on viimeinen osa, joka vaikuttaa kuumasinkityslaitteiden kokonaishintaan.
Jatkuvat toimintakustannukset

Alkuasennuksen jälkeengalvanointilaitosn taloudellinen terveys riippuu sen jatkuvien toimintakustannusten hallinnasta. Nämä toistuvat kulut vaikuttavat suoraan lopullisen sinkityn tuotteen hintaan ja tehtaan kokonaiskannattavuuteen. Raaka-aineiden, energian, työvoiman ja kunnossapidon huolellinen hallinta on olennaista pitkän aikavälin menestyksen kannalta.
Raaka-aineet: Sinkki ja kemikaalit
Raaka-aineet muodostavat suurimman osan tehtaan käyttöbudjetista. Sinkki on kriittisin ja kallein komponentti. Erikoislaatuisen sinkin (SHG) hinta vaihtelee maailmanlaajuisen tarjonnan ja kysynnän mukaan, joten se on muuttuva kulu, jota tehtaanjohtajien on seurattava tarkasti. Markkinaindeksit, kuten Argus Metalsin tarjoama "Zinc special high grade in warehouse Rotterdam premium", tarjoavat hinnoittelun vertailukohdan.
Sinkin hinta voi vaihdella merkittävästi toimittajien ja alueiden välillä.
| Tuotekuvaus | Puhtaus | Hintaluokka (USD/tonni) |
|---|---|---|
| Erityinen korkealaatuinen sinkkiharkko | 99,995 % | 2 900–3 000 dollaria |
| Korkealaatuinen sinkkiharkko | 99,99 % | 2 300–2 800 dollaria |
| Standardi sinkkiharkko | 99,5 % | 1 600–2 100 dollaria |
Huomautus:Yllä olevat hinnat ovat havainnollistavia ja vaihtelevat päivittäin. Laitoksen omistajan on luotava luotettavat toimitusketjut kilpailukykyisen hinnoittelun varmistamiseksi.
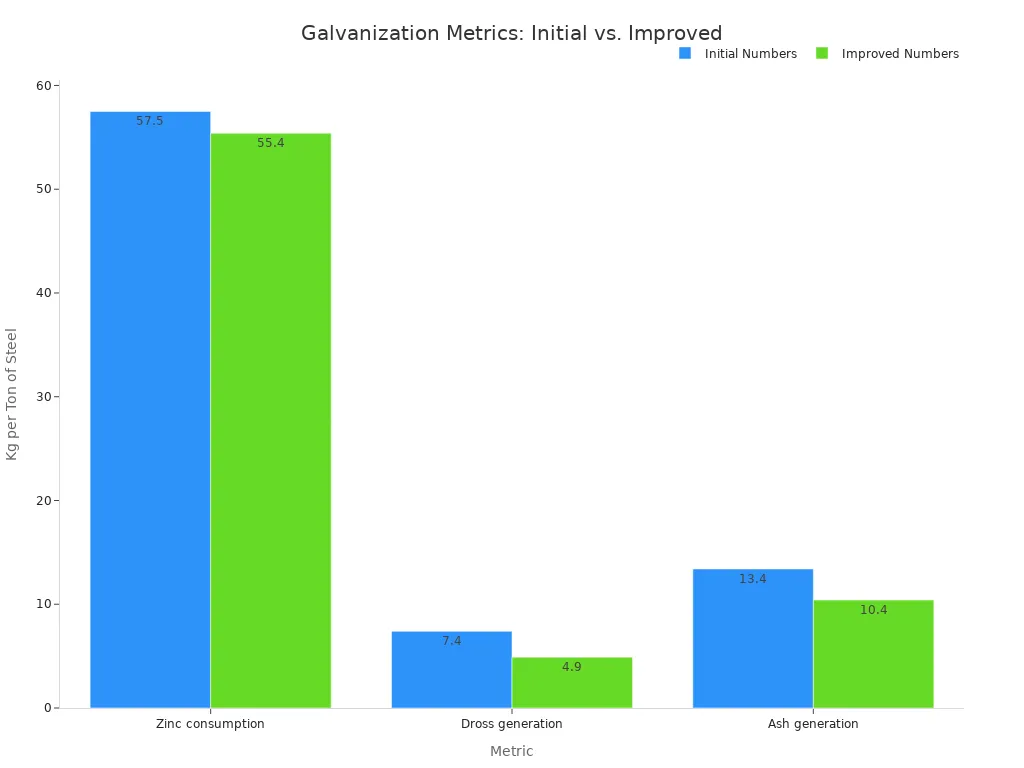
Tehtaan sinkinkulutus ei rajoitu pelkästään teräksen pinnoitteeseen. Prosessissa syntyy myös sivutuotteita, kuten sinkkikuonaa (rauta-sinkkiseos) ja sinkkituhkaa (sinkkioksidia). Nämä sivutuotteet edustavat käyttökelpoisen sinkin menetystä. Prosessien parannukset voivat kuitenkin vähentää tätä jätettä merkittävästi. Tehokas toiminta johtaa pienempään kulutukseen ja sivutuotteiden syntymisen vähenemiseen, mikä leikkaa suoraan materiaalikustannuksia.
Muita olennaisia raaka-aineita ovat esikäsittelyprosessin kemikaalit. Nämä ovat:
- Rasvanpoistoaineetteräksen puhdistamiseen.
- Suolahappo tai rikkihappopeittaamista varten.
- Sinkkiammoniumkloridiflux-liuokselle.
Näiden kemikaalien kustannukset sekä niiden turvallinen varastointi ja hävittäminen lisäävät kokonaiskäyttökustannuksia.
Energiankulutus
Sinkityslaitokset ovat energiaintensiivisiä toimintoja. Kaksi pääasiallista energiankulutuslähdettä ovat maakaasu ja sähkö.
- Maakaasu:Uunijärjestelmä kuluttaa suuria määriä maakaasua pitääkseen satoja tonneja sinkkiä sulana 450 °C:ssa kellon ympäri.
- Sähkö:Suuritehoiset moottorit käyttävät siltanostureita, pumppuja ja savunpoistopuhaltimia.
Energiatehokkaaseen teknologiaan investoiminen voi alentaa näitä kustannuksia merkittävästi. Esimerkiksi nykyaikaiset uunimallit voivat vähentää vuotuista energiantarpetta yli 20 %. Parannettu järjestelmä saattaa vähentää energiankulutusta.399,3 MJ/tonniterästä juuri ja juuri307 MJ/tonniTämä 23 prosentin kulutuksen lasku tarkoittaa suoraan merkittäviä taloudellisia säästöjä ja pienempää hiilijalanjälkeä, mikä tekee energiankulutuksen optimoinnista keskeisen tavoitteen kaikissa moderneissa tehtaissa.
Työvoima ja koulutus
Taitava ja tehokas työvoima on sinkityslaitoksen moottori. Työvoimakustannukset ovat merkittävä operatiivinen kuluerä ja vaihtelevat maantieteellisen sijainnin ja paikallisten palkkalakien mukaan. Keskeisiä rooleja tehtaalla ovat:
- Nosturinkuljettajat
- Työntekijät teräksen jigikalastukseen (ripustukseen) ja jigikalastuksen purkamiseen
- Kattilankäyttäjät tai "dipperit"
- Viimeistelyyn tarkoitetut siivouslaitteet
- Laadunvalvonnan tarkastajat
- Kunnossapitoteknikot
Asianmukainen koulutus ei ole kulu, vaan investointi. Hyvin koulutettu tiimi työskentelee turvallisemmin ja tehokkaammin. Tämä vähentää työtapaturmia, minimoi asiakastuotteiden vahingot ja varmistaa tasaisen laadun. Jatkuvat koulutusohjelmat auttavat työntekijöitä pysymään ajan tasalla parhaista käytännöistä turvallisuuden, ympäristövaatimustenmukaisuuden ja toiminnan tehokkuuden suhteen, mikä lopulta parantaa tehtaan tuottavuutta ja mainetta.
Huolto ja varaosat
Ankarissa ja korkeissa lämpötiloissa toimivat mekaaniset laitteet vaativat jatkuvaa huomiota. Ennakoiva huolto-ohjelma on ratkaisevan tärkeä odottamattomien rikkoutumisten ja kalliiden tuotantoseisokkien estämiseksi.
Vinkki:Suunniteltu huolto-ohjelma maksaa vähemmän kuin hätäkorjaukset. Säännöllisten tarkastusten aikatauluttaminenvedenkeitin, nosturit ja savukaasujärjestelmä varmistavat luotettavuuden ja pidentää kalliiden laitteiden käyttöikää.
Keskeisiä huoltotoimia ovat uunin huolto, nosturin tarkastus ja savukaasujen käsittelyjärjestelmän puhdistus. Laitoksen on myös budjetoitava välttämättömien varaosien varastointi. Yleisiä varaosia ovat:
- Polttimet ja termoelementit uuniin
- Pumpun tiivisteet ja juoksupyörät
- Savunpoistojärjestelmän suodattimet
- Sähkökomponentit, kuten kontaktorit ja releet
Näiden osien pitäminen käsillä mahdollistaa nopeat korjaukset, minimoi seisokkiajat ja pitää tuotantolinjan käynnissä.
Kattilan koko, infrastruktuuri ja sinkin hinta ovat tärkeimmät kustannustekijät. Laitoksen kapasiteetti, automaatio ja sijainti määräävät lopullisen investoinnin. Kuumasinkityslaitteiden hinta vaihtelee suuresti. Sijoittajien tulisi ottaa huomioon takaisinmaksuaika suunnittelussa.
- Uuden laitoksen odotetun takaisinmaksuajan tulisi olla viisi vuotta tai vähemmän.
Kärki:Saat tarkan arvion ottamalla yhteyttä kasvivalmistajiin saadaksesi yksityiskohtaisen ja räätälöidyn tarjouksen.
Julkaisun aika: 02.12.2025